2년쯤 전에 연재하였던 카미죠 켄지로(上條謙二郎)의 회고록에 LE-7 엔진의 액체산소 터보펌프의 밸런스 피스톤에서 발생한 문제와 그 해결 과정이 언급된 바 있다. 이해를 돕기 위해 해당 글의 링크를 첨부한다.
문제를 간략히 설명하면, 정격 작동 환경 하에서 전방 오리피스에서의 펌프 슈라우드-케이싱 간 간극이 지나치게 좁아 액체산소 환경 하에서 마찰 없이 안정적으로 작동할지 우려되었다는 것이다.
당연한 이야기이겠지만 아무리 인코넬계 내열 합금으로 제작된 구성품일지라도 지나친 마찰로 인해 분진이 생겨버리면 발화해버릴 수 있다.
 |
| 회고록에 언급된 그림. 밸런스 홀과 오리피스들이 묘사되어 있다. |
이 문제에 대해 카미죠 켄지로는 '검토도 하지 않고 밸런스 홀을 뚫어 문제를 해결했다. 대신 효율은 감소했다.' 라고 서술하였다.
그러면 여기서 의문이 들 수 있다. 과연 어떠한 근거 없이 단순히 직감만으로 저렇게 밸런스 홀을 뚫어 밸런스 피스톤의 결함을 해결했던 것일까? 이번에 다뤄볼 주제는 바로 이러한 점이다.
이번 글에서는 LE-7 엔진 액체산소 터보펌프 개발 과정 중 나타났던 밸런스 피스톤의 문제의 상세와, 해결에 사용된 방식들(밸런스 홀 가공이라던가)을 어떻게 검증하여 어떠한 근거로 적용하였는지에 대해서 다룰것이다.
1. 문제의 상세
H-II 로켓용 액체산소 터보펌프에는 큰 펌프 출구압으로 인한 축 추력 문제를 해결하기 위해 2Gap 식 밸런스 피스톤을 적용했다. 밸런스 피스톤에 대한 자세한 설명은 이전 글에서 다룬 바 있기 때문에 이 글에는 설명하지 않겠지만, 틈새를 지니는 매커니즘이기 때문에 작동 중 축 추력 변동에 의해 틈새가 변동될 가능성은 얼마든지 존재한다는 점을 짚어두고 간다.
2Gap 식 밸런스 피스톤은 상, 하류 오리피스와 밸런스 홀, 두 오리피스 사이의 밸런스 피스톤 챔버로 구성된다. 여기서 상류 측 오리피스는 펌프 후면 슈라우드의 외측에, 하류 측 오리피스는 펌프 슈라우드 내측에 존재하며, 두 오리피스의 간극 변화로 인한 밸런스 피스톤 챔버 내부의 압력 변동을 이용하여 자동적으로 축 추력을 맞춘다. 여기서 밸런스 홀은 적절하게 설정하여 챔버 내부의 압력이 지나치게 높아지지 않도록 한다.
여기서 나타났던 문제점은 초기 계산 대비 밸런스 피스톤 챔버 내부의 압력이 크게 나타나서 상류 측 오리피스의 간극이 지나치게 좁게 나타났다는 점이다.
 |
| 2Gap 식 밸런스 피스톤의 작동 방식 |
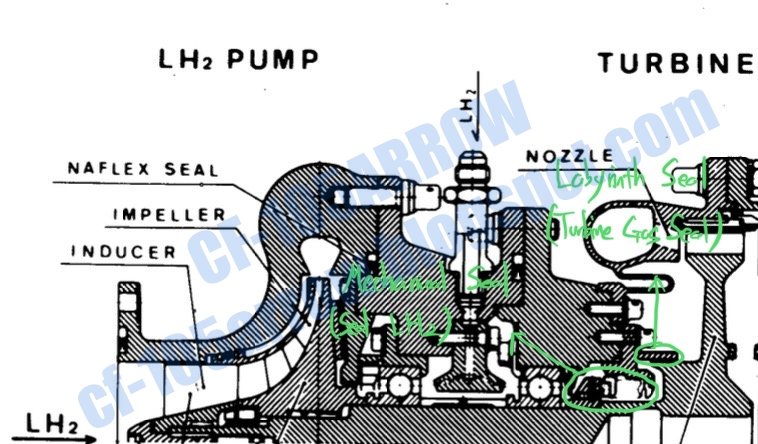
 |
| LE-7 엔진 액체산소 터보펌프의 밸런스 피스톤 부분. 지나치게 간극이 좁아졌던 외측 오리피스와 좁은 간극의 원인이 된 볼트 위치, 그리고 밸런스 홀이 잘 보인다. |
2. 문제 해결
2.1 밸런스 홀
문제 해결에는 총 두 가지 방식이 적용됐다. 그 중 독자들에게 친숙? 한 밸런스 홀부터 언급한다.
아래 그림을 잘 보도록 하자. 무언가 위화감을 느낄 수도 있을 것이다.
 |
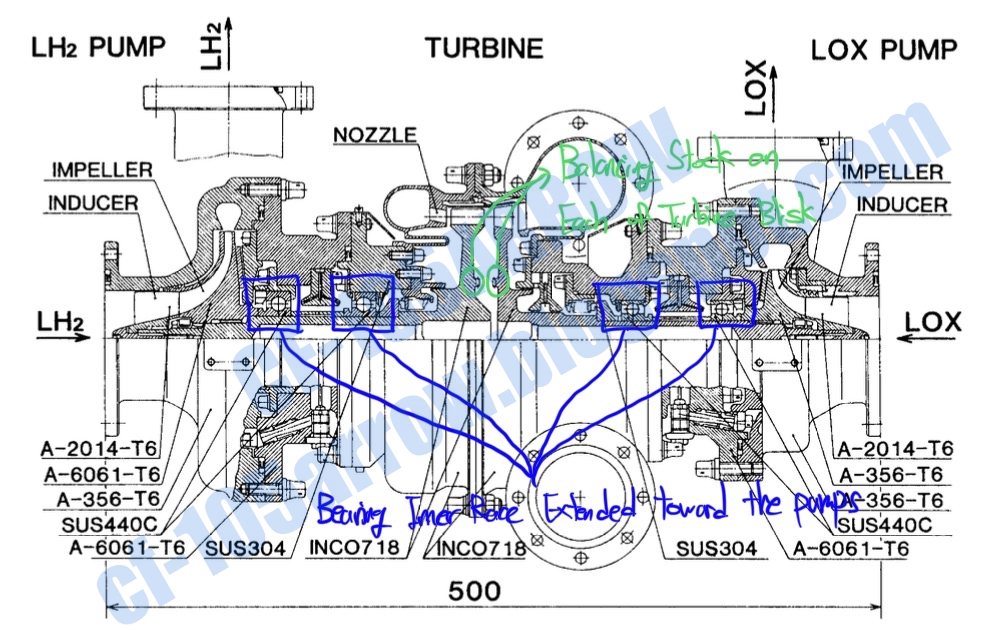
| 1989년 발표된 논문에 언급된, LE-7 엔진 액체산소 터보펌프의 단면도 |
밸런스 홀로 보이는 유로가 임펠러 중심부에 있는데 이건 회고록에서 언급된 그 밸런스 홀이 맞는것일까?
그게 맞다면, 밸런스 홀의 위치 등 직경은 어떻게 적용되었을까? 이것도 검토 없이 '적당한' 위치를 골라서 뚫었던것일까? 물론 아니다.
LE-7 이 한창 개발되던 시기에는 현재와 같이 3차원 CFD가 활발하게 적용되지는 않았다. LE-7 개발 전에도 2차원에서 격자를 짜고 모델링해서 간단히 푸는 경우를 관련 문헌을 통해 추측이 가능하지만, 그런 사례들 중에서 밸런스 홀까지 모델링하여 풀었던건 확인되지 않는다.
대신, 이전 LE-5 개발 당시 회전축 씰 시험에 활용한 시험 장비를 개조하여 밸런스 홀 시험 리그를 구축하고 이걸 통해 회전수와 밸런스홀 전후 차압에 대한 관계를 알아보는 시험을 진행하였다.
해당 장비는 LE-5의 액체산소 터보펌프 구조를 유용한 장비로, LE-5 이외에도 LE-7의 회전축 씰 개발에도 사용된 바 있다.
 |
| 씰 시험 장비의 LE-5 엔진 액체산소 터보펌프 회전축 씰 개발 당시 세팅 단면도 |
 |
| 씰 시험 장비의 LE-7 엔진 액체산소 터보펌프 회전축 씰 개발 당시 세팅 단면도 |
여기서 밸런스 홀 시험 부분은 씰 시험 장비의 맨 왼쪽, 웨어링 링 씰(LE-5 터보펌프 회전축 씰 시험 당시) 혹은 세그먼트 씰(LE-7 터보펌프 회전축 씰 시험 당시)에 위치힌다. 이 부분은 실제 LE-5 액체산소 터보펌프로서는 펌프 임펠러에 해당하는 부분이기 때문에 적절하다 할 수 있다. 실제 이 부분의 씰 차압을 조정하여 축 추력 변화를 모사할 수 있다고 논문에서 언급된 바 있다.
 |
| 밸런스홀 시험 시의 시험장비 단면도 |
밸런스홀 시험 시에는 LE-7 엔진 액체산소 터보펌프의 세그먼트 씰 개발 시험 시와 유사하게 펌프 부분에 큰 직경의 라이너와 세그먼트 씰을 조합하였으며, 라이너는 내측에 밸런스 홀 두 개가 뚫려있는 형상을 적용하였다.
시험 방식은 회전수와 밸런스홀 전후(라이너 전후)의 차압에 따른 유량 계수를 취득하는 방식이었으며, 논문에 밸런스홀이 없는 라이너로 수행한 시험이 언급된 것으로 볼 때 이는 대조군을 확보하는 한편 세그먼트 씰의 차압에 따른 누설량을 취득하기 위함이라고 추측된다.
시험 중 취득한 변수로는 누설량으로 구해지는 밸런스 홀의 축방향 레이놀즈 수와 밸런스 홀의 위치와 회전수로 구해지는 밸런스 홀의 회전 선속 레이놀즈 수가 있다. 이를 조합하면 회전수와 차압에 따른 누설량 변화를 정량적으로 평가할 수 있으며, 밸런스 홀의 수와 직경, 그리고 위치를 결정하는 데 필요한 정보를 얻을 수 있다.
 |
| 시험 결과 도출된, 밸런스 홀의 축류 유동속도와 회전 선속, 그리고 유량 계수 간의 관계. |
 |
| 밸런스 홀의 축류 레이놀즈 수와 유량계수 간의 회전 레이놀즈 수에 따른 관계 |
그림 7을 보면 밸런스 홀의 축류 유동 속도와 회전 선속의 비율에 따른 밸런스 홀의 유량 계수가 나름 한 커브로 수렴될 정도로 도출되었음을 알 수 있다. 심지어 축류 유동 속도가 0일 때는 당연히 유량이 0이므로 유량 계수도 0이 되어야 하는데, 이것 역시 커브에서 나타났다.
그림 8에서는 축류 유동 속도로 구해진 레이놀즈 수와 유량 계수 간의 관계를 회전 선속으로 구한 유량 계수 영역에 따라 비교하여 나타내었다. 이 경우에는 낮은 회전수의 선행 연구 사례와는 달리 축류 레이놀즈 수가 커져도 회전 레이놀즈 수가 크면 유량 계수가 커지지 않았다.
정리하자면, 회전수와 밸런스 홀의 유량 간 분명히 상관관계가 나타났으나 일반적인 펌프에서 밸런스홀 유량 증가에 따라 비교적 일정히 유량 계수도 증가했던데 반해, 유량계수의 분모에 해당하는 차압이 증가하는 등의 형태로 유량 증가의 유량 계수에의 효과를 상쇄하여 유량 계수가 비교적 일정히 나타났다는 것이다.
위의 결과에서 도출된 특성을 바탕으로 적절한 차압과 유량을 위한 밸런스 홀의 크기와 위치에 따른 특성이 도출될 것이며, 이를 이용하여 밸런스 홀 내부 압력 강하를 위한 적절한 형상을 결정할 수 있었을 것이다.
그렇다면 실제 밸런스 홀을 적용했을 때의 결과는 어떨까?
자세한 내용에 앞서 임펠러 후방에서의 축 추력 발생에 대해 설명한다. 임펠러 후방의 유체는 임펠러를 빠져나와 가압된 작동유체가 유입된 것으로, 본 사례에서는 임펠러 회전 각속도의 1/2 수준의 각속도를 지니도록 가정되었는데, 이는 케이싱 벽면에서의 속도가 0, 임펠러 후방 슈라우드 면에서의 속도가 각속도일 것으로 가정한 것에 기반한 것인듯 하다.
즉, 임펠러 출구에서의 전압은 유지되는데 여기서 동압 성분인 각속도 성분이 줄어든 만큼 축 추력을 야기하는 정압으로 변환된다.
실제 펌프 후방 밸런스 피스톤 챔버에서 측정된 압력 결과로는 상기 가정에 기반한 압력강하량보다 더 작은 압력강하량이 관측됐다. 이는 실제 챔버 내부에서의 유체의 회전 속도는 내부로 유입될 때부터 임펠러 회전 각속도의 1/2 보다 더 낮다는 것을 의미했다.
 |
| 점성을 가진 유체의 움직이는 판과 멈춰있는 벽 사이에서의 속도 분포 가정. 딱 중간에서 움직이는 판의 속도 U 의 절반 정도의 속도를 가진다. |
 |
| 밸런스 피스톤 챔버 내부에서의 압력강하 양상 점선이 내부 유체의 각속도가 임펠러 회전 각속도의 1/2 수준이라 가정한 경우이다 |
여기서 밸런스 피스톤 챔버 내부 유동의 회전 각속도 성분이 높을수록 압력 강하가 크게 나타나는 이유는 다음과 같다.
아무래도 빠르게 회전하는 원심 임펠러에서 나온 유동이기 때문에 챔버 내부의 외측에서 내측을 향하는(즉, 외측 오리피스에서 내측 오리피스로 향하는) 유동의 속도보다 회전 각속도가 꽤 높을 것이다. 여기서 회전 각속도 성분이 높다는 것은 그만큼 슈라우드나 케이싱 벽면과의 마찰 등으로 인한 손실도 높아진다는 것을 의미한다.
하지만 여기서 정류 베인 등의 작용으로 회전 각속도 성분이 에너지 보존 법칙에 의해 정압 성분으로 교환된다면(좁은 틈이기 때문에 중심을 향하는 유동 속도의 증가에는 한계가 있다) 어떻게 될까? 챔버 내부로 유입될 때부터 높은 수준의 정압에서 시작한데다가 회전 각속도 성분이 작아 손실도 작기 때문에 외측에서 내측까지의 압력 강하도 적게 나타날 것이다.
여기서 '정류 베인'의 역할을 한 것이 바로 케이싱에 위치한 볼트 머리이다. 일반적으로 유동 속의 방해물은 유동을 방해하여 난류를 형성하여 에너지를 소산시키는 식으로 압력을 떨어뜨린다. 실제로 펌프 임펠러 후면 케이싱에 구조물을 위치시켜 축 추력을 제어하는 방식도 가끔씩 쓰인다.
하지만 LE-7의 경우에는 방해물로만 작용한 것이 아니라 일종의 정류 베인으로 작용하였다. 볼트 머리가 챔버 내부에서 튀어나온 형태가 아니라, 볼트 머리가 들어갈 공간 안에 들어가있는 형식이었기 때문에 흔히 생각하는 장애물 효과는 두드러지지 않은듯 하다.
아래 그림은 위의 회고록에서도 언급된 쿠로카와 준이치(黒川淳一) 교수의 관련 논문에서 언급된 그림으로, 볼트 머리가 위치한 공간으로 각속도를 가진 유동이 유입되었으나, 볼트 머리 주변을 선회하다 해당 영역을 나가면서는 회전 성분이 거의 남아있지 않았다는 것을 나타내고 있다.
 |
| 쿠로카와 준이치 교수의 논문에서 언급된, 볼트 체결부에서의 유동 |
상기 언급된 볼트 체결부로 인한 압력 상승과 밸런스 홀로 인한 영향 모두가 축 추력 모델에 반영되어 밸런스 피스톤의 간극 예측에 활용되었다.
밸런스 홀 적용 결과 실제 시험과 모델에서 모두 간극이 증가하는 것이 확인되었으나, 밸런스 피스톤 내부 형상 영향만으로는 충분한 간극 확보가 어려워 직접적으로 축계를 터빈 쪽으로 밀어내는 또 다른 힘이 필요하였다.
 |
| 밸런스 홀 추가로 인한, 펌프 작동 영역에서의 전방 오리피스 간극 양상. 밸런스홀 추가로 인한 압력 감압으로 전 영역에서 간극이 증가하였음을 알 수 있다. |
 |
| 밸런스 홀이 적용되지 않은 경우(TEST1)와 적용된 경우(TEST2)의 전방 오리피스 간극 해석결과 비교. 간극이 분명 증가하긴 하였으나 비교적 미미하여 추가적인 개선이 필요해보인다. |
2.2 펌프 전방 케이싱 그루브
위의 밸런스 홀 관련 사례에서는 볼트 머리가 정류 베인 역할을 수행하여 밸런스 피스톤 챔버 내부의 정압을 상승시키면서 압력 강하를 저감하였다. 그렇다면, 이런 방식을 펌프 임펠러의 전방 슈라우드에 적용한다면 축계를 터빈 측으로 밀어내는 힘이 생길 것이라는건 쉽게 생각해낼 수 있다.
이를 위해 LE-7의 액체산소 터보펌프에서는 임펠러 전방 슈라우드와 접하는 펌프 케이싱에 그루브(Groove) 를 성형하여 일종의 정류 베인 역할을 수행하여 펌프 전방으로 누설되는 유동의 압력 강하를 줄였다.
 |
| 펌프 케이싱에 적용된 그루브의 형상 |
 |
| 그루브의 위치를 표시한 사진. |
 |
| 그루브 형상에 따른 펌프 전방 슈라우드 압력강하 특성 |
그루브의 슈라우드에서 차지하는 면적과 높이, 그리고 수에 따른 압력강하 특성을 조사하였으며, 대조군인 그루브가 존재하지 않는 펌프에서의 시험 결과에서는 상사매질인 액체질소와 실매질인 액체산소에서의 특성이 동일하게 나타났다. 그래서 그런지 그루브 적용 시험들은 모두 액체질소로 수행되었다.
시험 결과 상, 그루브가 펌프 슈라우드 전 영역에 존재하는 경우에 가장 낮은 압력강하 특성을 보였다. 논문에 어떤 형상을 적용했는지에 대한 직접적인 표현을 찾진 못했으나 '슈라우드의 그루브가 전방 오리피스 간극을 넓히는 데 크게 기여하였다' 라고 언급된 점으로 미루어볼 때, 축 추력 해석을 통해 적절한 셋 중 적절한 형상을 고르지 않았을까 싶다.
사실 이것 역시 양날의 칼일 수밖에 없는 것이, 그루브의 존재로 인한 압력강하 저하로 임펠러 전방의 씰을 통해 누설되는 유량이 늘어나 효율이 내려갈 수 있기에 신중히 결정하였을 것이다.
앞 단락에서 언급하였던 밸런스 홀과 함께 전방 케이싱 슈라우드에 그루브를 적용하자 전방 오리피스 간극을 충분히 확보할 수 있는 수준의 축 추력 균형을 이룰 수 있었다.
 |
| 밸런스홀에 그루브까지 적용한 후의 전방 오리피스 간극 양상. 이전 사례 대비 충분히 커진 점을 알 수 있다. |
3. 요약
LE-7엔진 액체산소 터보펌프의 밸런스 피스톤 전방 오리피스의 과도하게 작은 간극 문제를 해결하기 위해 아래와 같은 방법들이 적용되었다.
1. 밸런스 피스톤 챔버에 추가적으로 밸런스 홀을 적용하여 챔버 내부 압력강하 증대
2. 임펠러 전방 슈라우드와 마주하는 펌프 케이싱에 그루브를 적용하여 축계를 터빈 측으로 밀어내는 축 추력 증대
상기 방법들은 회고록에서 언급된 '검토하지도 않고' 라는 표현이 무색하게 나름 정량적인 평가 과정을 거쳐서 적용되었다. 해석적인 방법에서 도출된 특성과 실제 시험에서 관찰된 특성은 잘 일치하였다.
케이싱의 그루브는 일반인인 우리로서는 직접적으로 확인하기 어려우나 밸런스 홀 추가로 인한 영향은 쉽게 찾아볼 수 있다. 맨 위에 위치한, 1989년 논문에서의 단면도와 현재 우리가 볼 수 있는 전시물을 비교하면 차이는 극명하다.
외측에 있는 밸런스 홀은 내측 밸런스 홀 출구 위치 확보를 위함인지 출구가 좀 더 전방으로 이동하였다는 점도 알 수 있다.
 |
| 맨 위에서 언급했던 1989년 그림에서 펌프 부분을 확대하고 밸런스 홀을 빨갛게 표시한 것. 밸런스 피스톤 챔버 외부에 밸런스 홀이 위치한다. |
 |
| 실제 비행에 사용된 형상의 밸런스 홀을 빨갛게 표시한 것. 위의 그림에 존재하는 밸런스 홀 외에 밸런스 피스톤 챔버 내측에 밸런스 홀이 추가되었다. |
 |
| 두 밸런스 홀을 후면 슈라우드 사진 상에 표시한 그림 |
 |
| 두 밸런스 홀을 전방에서 바라본 사진 |
4. 참고 문헌
[1] NAL TR-1201 LE-7液酸ターボポンプの軸推力釣り合わせ
[2] ロケットターボポンプの研究・開発:35年間の思い出 上條謙二郎
[3] ロケット用液酸ポンプの水力性能と軸スラスト性能の総合解析 黒川淳一、上條謙二郎、志村隆